Every stretch fabric delivers its performance through one of two fundamentally different mechanisms. The first is chemical stretch elasticity derived from the molecular spring of a polyurethane or rubber polymer chain, as in spandex (elastane) or latex. The second is mechanical stretch yarn elasticity derived from the physical geometry of a crimped, coiled, or looped yarn structure, as in bicomponent yarn, high-bulk textured yarn, or mechanically crimped staple fibre.
In the Indian textile industry, the vast majority of stretch fabric production has historically relied on chemical stretch through the addition of spandex. But the cost of spandex, the processing complexity it introduces, and the performance limitations it imposes in certain applications have driven a significant and growing shift toward mechanical stretch primarily through PTT/PET bicomponent (elastomultiester) yarn.
This article provides a systematic, technical comparison of mechanical and chemical stretch for fabric technologists, production managers, and yarn buyers in India.
Fundamentals: How Each Mechanism Works
Chemical Stretch: The Polyurethane Spring
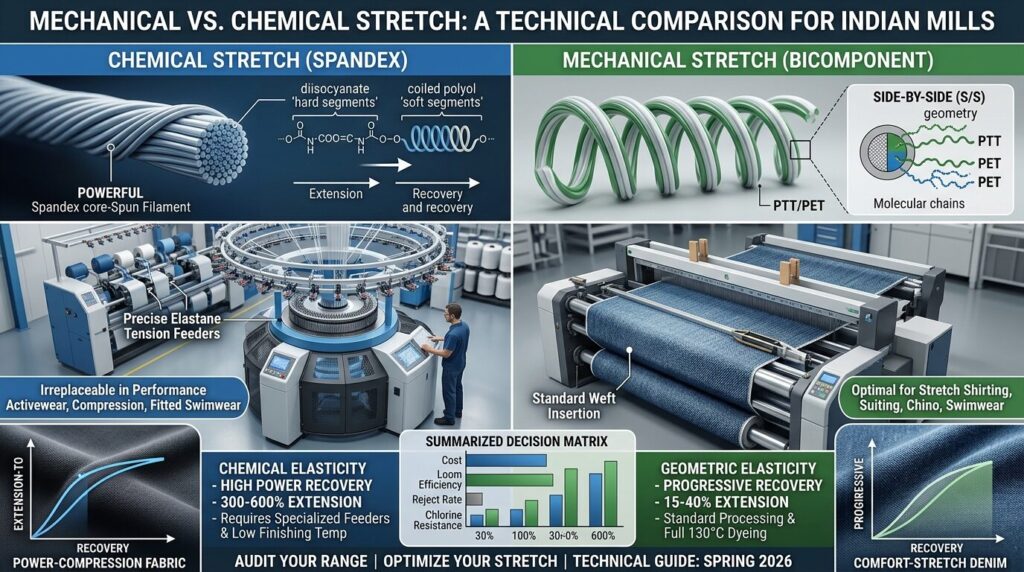
Spandex (elastane) is a block copolymer consisting of alternating hard segments (diisocyanate) and soft segments (polyol). The soft segments are long, flexible polymer chains that coil randomly at rest. When tension is applied, these chains uncoil and extend sometimes to 5–8 times their rest length. When tension is released, the coiled configuration has lower free energy, and the chains return to their coiled state, pulling the fabric back to its original dimensions.
The driving force is thermodynamic: the rubber-elastic behaviour of long, flexible polymer chains above their glass transition temperature. This is a chemical property intrinsic to the polyurethane molecular architecture, which is why it is called chemical stretch the elasticity exists at the molecular level, not at the structural level.
Because the elastic force is generated at the molecular scale, it is very strong relative to fibre weight. A small percentage of spandex (typically 2–8% by weight) can provide very high extension and powerful recovery — this is why spandex-containing fabrics feel tight, supportive, and body-contouring.
Mechanical Stretch Yarn: The Geometric Spring
Mechanical stretch derives from the physical geometry of the yarn or fibre structure. In bicomponent yarn, each filament is a helical coil like a miniature spring. To extend the fabric, you must straighten the coils. The resistance to straightening and the tendency to re-coil after tension release is the elastic mechanism.
The spring constant (stiffness) of a helical coil is determined by the coil diameter, pitch, and the stiffness of the wire in this case, the filament modulus. Because the elastic energy is stored in the geometry of the coil (not in the chemical bonds of a polymer chain), the recovery force is gentler and more progressive than spandex. This is why bicomponent stretch fabrics feel softer, more yielding, and more natural to wear the mechanical spring has a lower and more gradual force-extension profile.
Processing Differences: Weaving and Knitting
The processing implications of mechanical versus chemical stretch are profound and directly affect capital equipment requirements, production efficiency, reject rates, and fabric consistency for Indian mills.
| Processing Parameter | Chemical Stretch (Spandex) | Mechanical Stretch (Bicomponent) |
| Yarn feeding on loom | Requires dedicated elastane feeder with precision tension control (±2–3% tension variation max) | Standard weft insertion; no special feeder required |
| Warp beam preparation | Not typically used in warp; core-spun with carrier yarn for warp stretch | Can be used directly on warp beam with standard polyester settings |
| Loom speed impact | Reduced loom speed (typically 15–25% below standard) to manage spandex tension | No speed reduction required; runs at standard multifilament speed |
| Knitting machine setup | Requires positive yarn feeding with spandex attachment; specific stitch cam settings | Standard positive feed; minor stitch length adjustment for bulk |
| Heat setting (stenter) | Max 170–180°C to avoid spandex degradation | Full 190–210°C setting; achieves better dimensional stability |
| Dyeing temperature | Max 100–110°C; limits colour depth on polyester carrier | Full 130°C HT dyeing; complete colour range achievable |
| Cutting and sewing | Spandex cut edges roll and curl; difficult to handle at high speed | Behaves like standard woven/knit; no special handling |
| Waste and rejects | Higher: elastane tension variation causes weft density bars and streaks | Lower: behaves like standard textured polyester |
For Indian weaving mills particularly those producing stretch shirting, stretch suiting, and stretch chino the processing simplicity of bicomponent yarn translates to measurable gains in loom efficiency (OEE), reduction in downtime for elastane feeder maintenance, and lower fabric defect rates. Mills that have transitioned report 15–20% improvement in loom efficiency and a reduction in second-quality output of 30–40% when switching from spandex to bicomponent stretch weft.
Finishing: Heat Setting and Dimensional Stability
Finishing is where the mechanical stretch mechanism’s advantage in processing efficiency is most clearly demonstrated.
For spandex-containing fabrics, the stenter temperature is constrained to 170–180°C. At higher temperatures, the polyurethane soft segments begin to degrade thermally, causing yellowing, loss of elasticity, and reduced wash durability of stretch. This temperature ceiling also limits the degree of polyester crystallisation achievable in the finishing step, which affects dimensional stability fabrics can show residual shrinkage in the first home wash.
For bicomponent stretch fabrics, the stenter can be run at 190–210°C without any fibre degradation concern. At these temperatures, the PET component achieves a high degree of crystallinity, resulting in excellent dimensional stability (residual shrinkage below 1.5% after three home washes is achievable). The higher temperature also fully activates the crimp in the PTT/PET bicomponent yarn, producing maximum stretch development in the finished fabric.
The practical implication for Indian finishing departments: bicomponent stretch fabrics can be finished on existing stenters without modification, at higher speeds (because higher temperatures allow faster setting), and with more consistent results because the process is less sensitive to temperature variation than spandex-containing fabrics.
Cost Analysis: Total Cost of Stretch Fabric Production
The raw material cost difference between spandex and bicomponent yarn is often the initial motivation for Indian mills to evaluate the switch. But raw material is only one component of total cost. The following table presents a total cost framework for a standard stretch shirting fabric (100% weft stretch, plain weave, 75D stretch weft):
| Cost Component | Spandex Weft (20D + 75D PET cover) | Bicomponent Weft (75D PTT/PET) |
| Yarn cost (weft) | Rs. 420–480/kg blended (spandex + cover) | Rs. 220–300/kg |
| Feeder/equipment amortisation | Rs. 8–15/metre (elastane feeder capex) | Rs. 0 (no special equipment) |
| Loom efficiency loss | 15–20% lower output vs. standard | No loss; runs at full efficiency |
| Dyeing cost | Higher: lower temp = longer cycle, poorer exhaustion | Standard: 130°C, normal cycle |
| Finishing cost | Lower stenter speed; higher pass count | Standard speed; single pass adequate |
| Reject rate impact | Higher seconds rate (weft bar defects) | Lower seconds rate |
| Estimated total cost saving | — | Rs. 60–120/metre fabric (construction-dependent) |
The savings are fabric-construction dependent and vary with the proportion of stretch weft and the specific spandex count being replaced. Mills should run their own cost analysis using their specific yarn prices, loom configurations, and batch sizes. The framework above is indicative, based on industry data from Indian mills that have completed the transition.
Where Chemical Stretch Remains Superior
A balanced technical comparison requires honest identification of where spandex retains a genuine performance advantage that mechanical stretch cannot replicate:
- High-Power Compression Garments: Medical compression stockings, compression sportswear (running tights, cycling shorts), and shapewear require extension-to-recovery force profiles that only elastane can deliver. Bicomponent yarn cannot replicate the 300–600% elongation and high recovery force of 20–40 denier bare elastane.
- Fitted Swimwear with Body-Contouring Function: Competitive swimwear and fitted swimwear require the fabric to conform tightly to the body contour under wet conditions. While bicomponent yarn offers excellent chlorine resistance, the lower power stretch means the fabric provides comfort stretch rather than supportive compression.
- Very Tight Rib Knits and Stretch Lace: Applications where the fabric must stretch 100%+ and recover to a tight, elastic structure such as elastic waistbands, rib collars, and stretch lace trims require the high elongation and recovery force of spandex.
- Circular Knit Seamless Garments: Seamless garments produced on circular knitting machines using bare or covered elastane benefit from the elastane’s ability to create precise graduated compression zones. Bicomponent yarn in circular knitting produces comfort stretch but not graduated compression.
Decision Framework for Indian Mills
The following decision logic helps Indian mills determine which stretch mechanism is appropriate for their specific product:
| Application | Required Stretch Level | Power Stretch Needed? | Recommended Mechanism |
| Stretch shirting / chino | 15–25% weft | No | Mechanical (bicomponent) |
| Stretch suiting / trouser | 12–20% weft | No | Mechanical (bicomponent) |
| Stretch denim | 15–30% weft | No | Mechanical (bicomponent) |
| Casual activewear / yoga | 20–35% 2-way | No–Moderate | Bicomponent or bi + low spandex blend |
| Performance sportswear | 30–50% 2-way | Yes | Spandex (chemical stretch) |
| Compression garments | 50–100%+ | Yes (high) | Spandex — no substitute |
| Hosiery (comfort) | 20–40% | Moderate | Bicomponent viable; spandex for power versions |
| Swimwear (recreational) | 25–40% | Moderate | Bicomponent preferred (chlorine resistance) |
| Swimwear (competitive) | 40–60%+ | Yes | Spandex required |
Conclusion
Mechanical stretch and chemical stretch are not competing technologies they are complementary mechanisms suited to different points on the stretch performance spectrum. The mistake that many Indian mills have made historically is defaulting to spandex for all stretch applications, even where comfort stretch would have been entirely adequate and bicomponent yarn would have been significantly cheaper and simpler to process.
The commercial opportunity for Indian mills lies in systematic application mapping: audit your product range, identify all applications where comfort stretch is the actual functional requirement, and transition those to bicomponent yarn. Retain spandex only for applications that genuinely require high-power stretch and high elongation. This targeted approach rather than wholesale replacement captures the cost and processing benefits of mechanical stretch where they apply, while maintaining the performance capabilities that elastane delivers in its irreplaceable applications.

