The term “elastomultiester” appears in yarn catalogues, fabric specifications, and export buyer requirements yet many procurement and technical teams in Indian textile mills are still unclear about exactly what it means, how it differs from bicomponent yarn, and whether it is the same as T400 or Lycra T400.
Elastomultiester is the generic fibre category name, defined by international fibre nomenclature standards, for a class of synthetic multifilament yarn that derives its elastic properties from the molecular and physical structure of its polyester polymer system not from an added elastomeric component. It is, in the most accurate technical sense, the fibre category to which PTT/PET bicomponent yarn belongs.
This article unpacks the definition, chemistry, production method, performance profile, and commercial context of elastomultiester specifically for Indian yarn industry buyers and technical managers.
The Official Definition and Regulatory Context
Elastomultiester is defined under the EU Textile Fibres Regulation (EU No. 1007/2011) as: a fibre formed by the interaction of two or more chemically distinct linear macromolecules in two or more distinct phases (of which none exceeds 85%) consisting of esters with at least one functional unit of a diol and terephthalic acid, and which, after suitable treatment, when stretched to one and a half times its original length and released, recovers rapidly and substantially to its original length.
Breaking this definition into its operative parts:
First, “interaction of two or more chemically distinct linear macromolecules” this is the bicomponent conjugate spinning principle. Two different polyester polymers are combined in a single filament.
Second, “at least one functional unit of a diol and terephthalic acid” this is the polyester chemistry requirement. Both PTT (polytrimethylene terephthalate, using 1,3-propanediol) and PET (polyethylene terephthalate, using ethylene glycol) qualify because both are formed by reacting a diol with terephthalic acid. This is why PTT/PET bicomponent yarn is classified as elastomultiester.
Third, “recovers rapidly and substantially to its original length” the elastic recovery performance requirement. Without demonstrable elastic recovery, a bicomponent polyester yarn cannot be labelled elastomultiester.
For Indian textile exporters, the regulatory classification matters because EU garment labels must carry the correct fibre composition, and elastomultiester must be listed as “elastomultiester” not as polyester, not as bicomponent, not as T400.
How Elastomultiester is Produced: The Conjugate Spinning Process
Understanding the production process helps buying and technical teams ask better questions of their suppliers and evaluate quality more effectively.
Step 1: Polymer Preparation
PTT chips and PET chips (or other qualifying polyester pairs) are separately dried to moisture levels below 50 ppm to prevent hydrolytic degradation during melt processing. The drying stage typically uses dehumidifying dryers at 120–140°C for 4–6 hours. Undried chips produce yarns with reduced tenacity, poor elongation uniformity, and increased denier variation (CV%).
Step 2: Separate Melt Extrusion
Each polymer is fed into a separate extruder and melted independently. PTT melts at approximately 225–235°C and PET at 270–290°C. The separate extruders allow independent temperature control, which is critical because the two polymers have significantly different melting points and melt viscosities. The melt viscosities of the two streams must be carefully matched at the spinneret to ensure stable, uniform filament formation a key quality control parameter that distinguishes premium from commodity bicomponent yarn.
Step 3: Conjugate Spinneret and Filament Formation
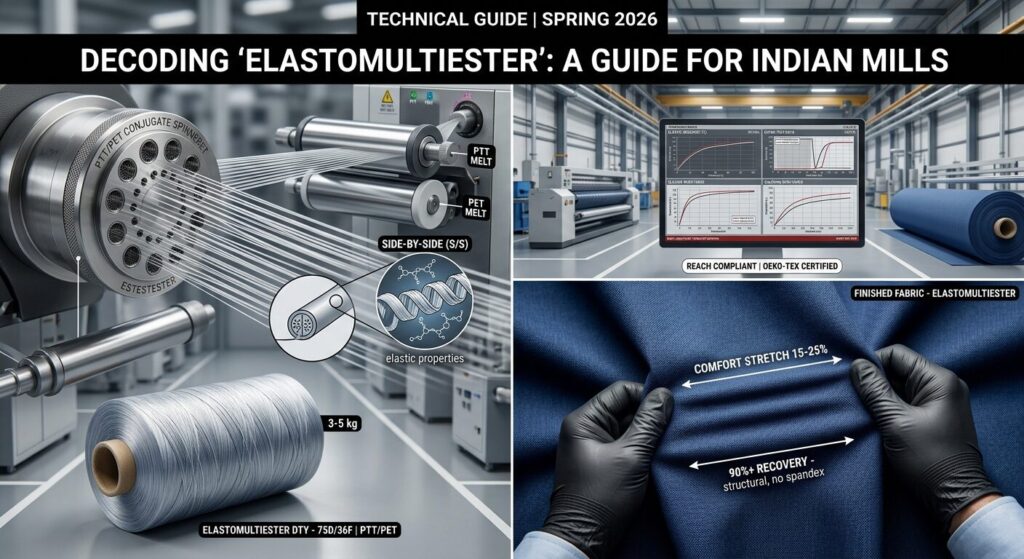
The two polymer melts are delivered to a conjugate spinneret a precision-engineered plate with distribution channels that bring both polymers to each spinneret hole simultaneously, in the desired side-by-side or eccentric core-sheath arrangement. As the combined melt exits the spinneret hole, the two polymer streams bond at their interface and the filament is drawn down by the take-up godet rollers. The draw ratio determines the degree of molecular orientation and, consequently, the tenacity and elongation of the final yarn.
Step 4: Quenching and Finish Application
The extruded filaments pass through a quench chimney where conditioned air (cross-flow or radial) rapidly cools them from melt temperature to below the glass transition temperature. Quench conditions must be carefully controlled uneven quench produces uneven crystallinity between filaments, leading to denier variation and streakiness in dyed fabric. A spin finish (lubricant/antistatic agent) is applied to the filaments at this stage to enable downstream processing.
Step 5: Drawing, Texturizing, and Winding
For DTY (draw-textured yarn) format the most common for woven and knitted stretch applications the spun filaments go through a draw-texturizing machine. The friction disc false-twist unit imparts twist to the yarn while it is under tension, and the twist is heat-set and removed, leaving the yarn with a textured, voluminous character. For bicomponent yarns, the texturizing process also partially activates the crimp. Final crimp development occurs when the yarn is heat-treated in fabric form (finishing). The finished DTY is wound onto paper tubes (cheeses or cones) in weights of 3–5 kg for standard commercial supply.
Elastomultiester vs. Other Elastic Fibre Categories: Regulatory Clarity
Indian mills supplying to European and American brands frequently receive fabric specifications that list fibre compositions using regulatory category names. Understanding the distinctions prevents labelling errors that can result in rejected shipments or compliance failures:
| Fibre Category | Regulatory Definition | Example Products | Stretch Mechanism |
| Elastomultiester | Bicomponent polyester; two polyester types; elastic recovery required | PTT/PET yarn (T400, Elasterell-p) | Mechanical differential crimp |
| Elastane | At least 85% segmented polyurethane | Lycra, Dorlastan, Roica | Chemical PU chain elasticity |
| Elastodiene | At least 85% natural or synthetic rubber | Rubber thread, latex yarn | Chemical rubber elasticity |
| Elastolefin | At least 85% ethylene-propylene copolymer | XLA (discontinued) | Chemical polyolefin spring |
| Standard Polyester | At least 85% ester of diol + terephthalic acid; no elastic recovery requirement | PET DTY, PET FDY | None |
The critical regulatory distinction between elastomultiester and standard polyester is the elastic recovery performance requirement. A PTT/PET bicomponent yarn that does not demonstrate the required recovery (stretch to 1.5x original length and recover rapidly) cannot legally be labelled elastomultiester on EU garment labels. Reputable suppliers provide elastic recovery test certificates to substantiate the elastomultiester classification.
Performance Properties of Elastomultiester in Fabric
The performance of elastomultiester in finished fabric is what ultimately determines its commercial value for Indian textile mills. The following properties are the most commercially relevant:
Stretch and Recovery in Woven Fabric
In a woven fabric using 75D PTT/PET elastomultiester as the weft yarn (the most common construction for stretch shirting and chino), the finished fabric typically achieves 15–25% stretch in the weft direction after heat setting. This is in the comfort stretch range sufficient for ease of movement in shirting, suiting, and casual trousers, without the power-stretch feel of spandex-containing fabric. Recovery is 90%+ when tested per ASTM D3107.
Dyeing Behaviour
This is one of the most commercially significant advantages of elastomultiester over spandex for Indian mills. Standard PET DTY is dyed with disperse dyes at 130°C in a pressurised dyeing machine (HT dyeing). Spandex in a blended fabric limits the dyeing temperature to 100–110°C to prevent degradation of the elastomeric component, which compromises colour depth and fastness on the polyester component. Elastomultiester can be dyed at full 130°C HT conditions because both PTT and PET components accept disperse dyes at this temperature. The result is richer colour depth, better dye exhaustion, and improved wash fastness a tangible quality advantage for Indian export mills.
Chlorine Resistance
Elastane (spandex) is chemically attacked by chlorine the oxidising agent in swimming pool water and in chlorine-based household bleaches. Repeated exposure causes the PU chains to break, leading to loss of elasticity and yellowing. Elastomultiester, being entirely polyester-based, has excellent chlorine resistance. This makes PTT/PET bicomponent yarn the preferred stretch component for swimwear fabrics targeting pool use, and for resort-wear fabrics that may be exposed to sunscreen chemicals and saltwater.
UV and Weathering Resistance
Polyester in general has good UV resistance compared to polyamide (nylon) and excellent resistance compared to elastane. Elastomultiester inherits the UV stability of its polyester chemistry, making it suitable for outdoor apparel, outdoor furniture upholstery, and technical textiles where prolonged UV exposure is expected.
Pilling and Abrasion Resistance
The textured DTY format of elastomultiester yarn has a moderate pilling tendency comparable to standard textured polyester. For woven applications, pilling is minimal because the yarns are locked in by the weave structure. For knitted applications (jersey, interlock), pilling can be managed by yarn denier selection (finer yarns pill less per pilling test cycle) and by appropriate finishing (brushing, shearing, singeing).
Commercial Sourcing of Elastomultiester in India
In 2026, the Indian market for elastomultiester yarn is predominantly import-driven, with the major supply corridors being:
Import Sources
China and Taiwan are the dominant suppliers of PTT/PET bicomponent DTY to India, accounting for an estimated 70–80% of commercial supply. Major Taiwanese producers include Nan Ya Plastics and Far Eastern New Century. Chinese suppliers on Alibaba and Made-in-China platforms offer a wide range of denier options with varying quality levels. Korean producers (Hyosung, Taekwang) supply premium elastomultiester for export-quality applications. Import duty on man-made fibre yarns under HS code 5402 varies buyers should verify the current basic customs duty (BCD) and applicable anti-dumping duties (ADD) if any are in force at the time of procurement.
Domestic Production
As of 2025, domestic production of PTT/PET bicomponent yarn in India remains very limited. A small number of integrated polyester producers have explored conjugate spinning but full commercial-scale production of elastomultiester yarn has not yet been established domestically at significant volumes. The PLI (Production Linked Incentive) scheme for textiles, extended to man-made fibres and technical textiles, provides a policy incentive for domestic investment in bicomponent yarn capacity and several large yarn producers are believed to have this on their capital expenditure roadmaps.
Quality Evaluation Checklist for Indian Buyers
When evaluating elastomultiester suppliers whether domestic agents or direct importers the following documentation and test parameters should be standard practice:
- Pre-shipment test report (Uster or equivalent): denier CV%, tenacity, elongation, number of thin/thick places and neps per 100 km
- Elastic recovery certificate: recovery percentage at defined extension, per ASTM D1774 or equivalent
- Boil-off shrinkage test result: critical for weavers to plan grey fabric overcutting
- OEKO-TEX certificate (current, not expired): confirm the specific facility and product scope
- Dyeing trial report: confirm colour uptake, levelness, and wash fastness with standard disperse dye at 130°C
- Lot-to-lot denier consistency: request data from minimum three consecutive production lots
- Package format and density: confirm cheese or cone, winding tension, paper tube specs for compatibility with your warping/knitting creel
Labelling Requirements for Indian Export Garments
For Indian garment exporters supplying EU markets, the Textile Labelling Regulation (EU No. 1007/2011) requires that elastomultiester be labelled by its specific fibre name. A stretch woven fabric containing 95% PTT/PET elastomultiester and 5% standard polyester (as intermingled support filaments) must be labelled “95% elastomultiester, 5% polyester” not “100% polyester” or “95% polyester, 5% other fibres.”
Mislabelling of fibre content is a compliance violation that can result in EU Customs seizure, buyer chargebacks, and brand reputational damage. Indian exporters who have historically treated all polyester-based stretch yarn as “polyester” on care labels should review their labelling practices when elastomultiester is introduced into their fabric constructions.
The US market, governed by the FTC Textile Fiber Products Identification Act, similarly requires elastomultiester to be identified by its generic name on fibre content labels.
Conclusion
Elastomultiester is not a brand name, not a marketing term, and not simply “bicomponent yarn.” It is a precisely defined fibre category with specific performance requirements, regulatory labelling obligations, and a distinct technical identity within the global fibre classification system.
For Indian textile mills, understanding elastomultiester at this level of precision enables better supplier conversations, more accurate fabric specifications, correct export labelling, and confident positioning in markets where sustainability credentials and fibre transparency are increasingly demanded. The performance advantages particularly dyeability at standard polyester temperatures, chlorine resistance, and competitive cost against spandex make elastomultiester one of the most commercially compelling yarn categories available to the Indian textile industry in 2026.

