In conventional apparel, yarn selection is primarily a matter of comfort, aesthetics, and cost. In technical textiles, yarn selection is a precision engineering decision one that determines whether the final fabric meets demanding performance specifications that may be safety-critical.
Whether you are developing filtration media, automotive headliners, geotextiles, medical nonwovens, or protective workwear, the yarn you specify is the single most consequential input decision. This guide, produced by the technical team at Mestre, provides a structured framework for making that decision with confidence.
Understanding What Technical Textiles Demand
Technical textiles serve functional purposes beyond aesthetics. Key performance dimensions include:
- Mechanical: Tensile strength, elongation, tear resistance, dimensional stability, and increasingly stretch and recovery (mechanical stretch).
- Thermal: Heat resistance, thermal insulation, flame retardancy, and low-temperature performance.
- Chemical: Resistance to acids, alkalis, solvents, chlorine, UV radiation, and oxidising agents.
- Biological: Resistance to microbial growth, enzymatic degradation, and moisture absorption.
- Filtration: Pore size control, particulate capture efficiency, and airflow resistance.
The starting point for any yarn selection process is therefore a precise definition of the performance requirements your technical fabric must meet.
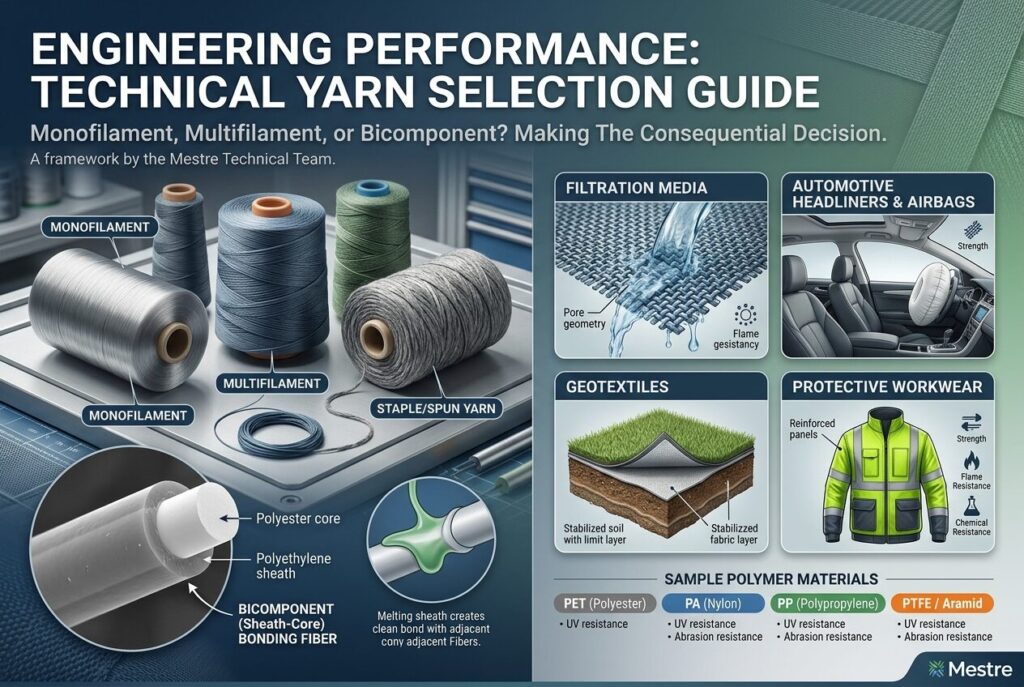
Monofilament, Multifilament, or Staple Yarn?
Monofilament
A single, continuous filament the thickest single fibre in the yarn range. Used in woven filtration fabrics (geotextile drainage, sieve cloth) where precise pore geometry and high tensile strength are required.
Multifilament
Multiple fine filaments twisted or plied together. Offers greater surface area, softer hand, and better coverage than monofilament. Widely used in technical fabrics for automotive, filtration, and industrial applications.
Staple / Spun Yarn
Short fibres twisted into a yarn. Provides bulk, warmth, and a fibrous surface ideal for filter media, wipes, and thermally bonded nonwovens. Bicomponent staple fibres are extensively used in nonwoven web formation and bonding.
The Critical Role of Bicomponent Yarn in Technical Textiles
Bicomponent yarn has emerged as one of the most versatile tools available to technical textile engineers. Its ability to deliver multiple properties from a single yarn makes it uniquely valuable in demanding applications:
Nonwoven Web Bonding
Sheath-core bicomponent staple fibres typically with a lower-melting-point polyethylene or co-polyester sheath over a high-tenacity PET core are the dominant bonding mechanism in thermally bonded nonwoven fabrics. The sheath melts during oven or calendar bonding, creating strong fibre-to-fibre bonds while the core retains structural integrity.
Self-Crimping Fibres for Filtration
Side-by-side bicomponent fibres with differential shrinkage properties spontaneously develop a 3D crimp during heat treatment. In filtration media, this creates a random, lofty fibre network with controlled pore sizes ideal for air filtration, liquid filtration, and acoustic absorbers.
Mechanical Stretch for Protective Textiles
Bicomponent mechanical stretch yarns, such as Mestre’s elastomultiester, are increasingly specified in protective workwear and safety garments where freedom of movement is required without the use of elastane, which may not meet chemical resistance specifications.
Polymer Selection for Technical Yarn Applications
The polymer family determines the base performance envelope of any technical yarn:
- PET (Polyester): Balanced performance across tensile strength, chemical resistance, UV resistance, and thermal stability. The most widely used polymer in technical textiles.
- PA (Nylon): Superior abrasion resistance and toughness. Preferred in automotive airbags, ropes, and high-wear technical fabrics.
- PP (Polypropylene): Excellent chemical resistance and low density. Widely used in geotextiles, hygiene nonwovens, and agricultural fabrics.
- UHMWPE: Ultra-high molecular weight polyethylene for extreme cut and abrasion resistance in protective textiles.
- PTFE / Aramid: For high-temperature and flame-resistant technical applications.
In bicomponent constructions, Mestre expertly combines polymers to engineer specific combinations of these properties that no single polymer could deliver.
Denier, Count, and Filament Number
Getting the denier right is as important as getting the polymer right. Key considerations:
- Finer denier yarns provide greater surface area and coverage ideal for filtration and medical textiles.
- Heavier denier yarns provide strength and durability preferred in geotextiles and structural technical fabrics.
- Filament count affects fabric handle, coverage, and capillary behaviour important in moisture-management technical fabrics.
How Mestre Supports Technical Textile Yarn Selection
Mestre’s technical team combines polymer science expertise with practical textile engineering knowledge to guide customers through yarn selection. We offer:
- Application-specific yarn recommendation based on defined performance requirements
- Comparative testing data across multiple yarn options
- Custom yarn development for specifications that cannot be met by standard products
- Technical documentation to support product approval processes
Engage Mestre’s technical team for yarn selection support. Visit mestre.co.in to start the conversation.
Frequently Asked Questions
Q1: What is the most important factor in technical yarn selection?
- The most important factor is precise definition of the performance requirements the fabric must meet. Without a clear specification, yarn selection becomes guesswork. Mestre recommends starting with a detailed performance brief before evaluating yarn options.
Q2: Why are bicomponent yarns preferred in thermal bonding nonwovens?
- The sheath-core structure allows the outer polymer to melt during thermal bonding while the inner core maintains fibre integrity. This creates strong, clean bonds without chemical binders, which is important in medical and food-contact applications.
Q3: Can bicomponent yarn be used in woven technical fabrics?
- Yes. Bicomponent filament yarns can be woven on standard looms. Their unique properties mechanical stretch, self-crimping, or differential bonding are then expressed in the woven fabric structure.
Q4: How does Mestre test technical yarn for end-user performance?
- Mestre uses a combination of internal laboratory testing (ASTM, ISO methods) and, where required, external certified laboratory validation to verify that yarn performance meets customer specifications.
Q5: What is the minimum lead time for custom technical yarn from Mestre?
- Lead times for custom technical yarn development depend on the complexity of the specification. Contact mestre.co.in for a project-specific timeline.

